
By: Kevin Barnes - Architect & Field Consultant, Jorge Ibacache - Technical Services Engineer, and Remi Kern - Risk Assessment & Technical Services Specialist

The corrosion of metal connectors in building construction is not a new phenomenon. However, with the recent claims in Hawaii, and the fatal guardrail collapse at the Ala Moana Center in 2016, the issue is becoming an even more prominent concern in today’s litigation field. Although the claims in Hawaii are a major factor, the corrosion of metal connectors is also extremely common in coastal regions all throughout the country. In fact, during the May 2012 NACE International and ASM International Congressional Briefing – Corrosion: The Low Cost of High Maintenance, corrosion-related costs were at a staggering $452 billion across all industries. That is 3.1% of the U.S. GDP! While commercial construction and public infrastructure account for a large part of this, the residential construction industry is still affected greatly by this issue.
In this Tech Alert, we will reveal the many factors that cause the corrosion of metal in construction, as well as steel alternatives and ways for builders to combat failures in an effort to protect their investment.
Why are Many of These Steel Components Corroding?
The iron atoms in steel will readily oxidize in the presence of oxygen. If kept dry, and within reasonable humidity levels (between 30 to 50 percent, with the ideal level being about 45 percent), a thin surface layer of iron oxide, referred to as “stable rust”, will form and to a large degree protect the steel. Conversely, high, relative outdoor humidity can accelerate corrosion, leading to a prevalence of hydrated iron oxide, also known as “cancerous rust”. This is due to an increased exposure of atmospheric pollutants such as salt and man-made compounds that are distributed through pooling dew, condensation, and rainwater. Warm outdoor temperatures and higher relative humidity, which are typical of temperate and sub-tropical coastal climates, allow more water vapor to be present and increases the rate of corrosion. For example, Honolulu averages between 50% and 70% humidity, peaking at times above 80%, while Fort Meyers, Florida has a wider range, ranking between 50% and 90% humidity with high points in June through September occasionally hitting 100%. In contrast, arid Las Vegas experiences only one month of relative humidity exceeding 20% with temperatures typically reaching over 100 degrees.

Airborne Salt vs. Airborne Chloride Ions
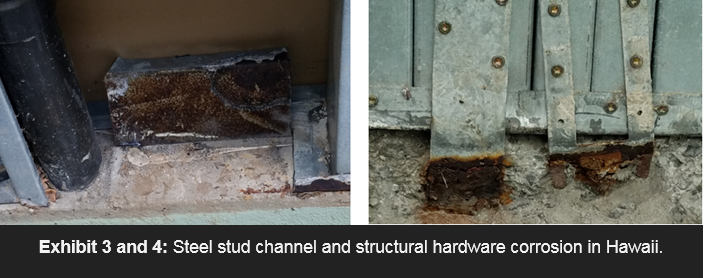
Quality Built’s Field Consultants and Forensic Inspectors have evaluated corrosion of steel connectors and fasteners for decades, with many being in areas that are surprisingly well-protected from wind-driven rain. The common denominator at most of these locations is their proximity to a saltwater, coastal environment. An often-repeated conclusion is that the salt spray from the waves washing onto the shore is the primary causation of the corrosion problem. While this may be true along the immediate shoreline, the issue of accelerated corrosion is also found many miles inland and on the top floors of tall structures. The catalyst for the accelerated corrosion of steel in this circumstance is not airborne salt, but airborne chloride ions. In Florida, Hawaii, and other coastal regions, these free ions are found anywhere from three to eleven miles from the shoreline, with areas like Cape Canaveral and Honolulu exhibiting some of the most extreme examples of this condition.
Significant corrosion was prevalent on renovation projects at the Kennedy Space Center. Steel beams and columns in pre-engineered steel buildings with exterior painted wall and roof panels were completely deteriorated, despite exhibiting no sign of corrosion from the surface. Inspections performed on roof areas near the coast with steel-stud framed, mansard-style perimeter features also exhibited advanced rusting of the galvanized steel member.
Product/Material Compatibility Issues
Salt exposure can come not only from saltwater coasts and airborne chlorides, but also from physical exposure to other products. For example, approximately 45 years ago, the chemicals utilized to treat lumber to provide a fire-resistant surface were found to severely corrode galvanized sheet metal members such as gang plates used on prefabricated wood trusses. This forced the fire-treatment industry to switch to a different formulation. This problem more widely occurred in areas with high temperatures and high humidity, again affecting the temperate to sub-tropical coastal regions.
Another example of a product/material compatibility issue took place several years ago when the construction industry was introduced to a preservative pressure-treated lumber that used a copper-chromate-arsenic (CCA) as the primary chemical to provide termite and wood rot protection. The Environmental Protection Agency (EPA) determined that the arsenic was able to leach out of the treated wood and accumulate in the upper layer of soil on the ground. Subsequently, the EPA mandated against the use of lumber treated with this chemical. This became an issue at children’s playgrounds and other exposed structures. While the EPA mandate did not completely remove this form of chemical treatment from building construction, many companies that treated the lumber were worried about the risk, and a as a result switched over to a chemical called alkaline copper quaternary (ACQ).
Unfortunately, switching over to ACQ posed yet another problem. The quaternary chemical in ACQ is an ammonium compound that has devastating effects on untreated steel and aluminum compounds that come in contact or close contact with the chemical. In the case of Simpson Strong-Tie, and eventually other manufactures, they quickly provided a line of connector components that were hot-dipped to combat this issue.
Another cause of metal corrosion, can derive from sand and rock aggregates used in concrete and masonry mortar. In this case, the mixture has the potential to include beach sand along with water that comes from local ground water wells that contain elevated levels of salt from sea water intrusion that can lead to the deterioration of metal.
Combat Corrosion with Protective Finishes
Structural connectors utilized in residential and commercial building construction all have one thing in common - they are all fabricated from some type of steel. The structural properties of steel and the cost effectiveness of the product make this the product of choice, with no significant alternatives available. However, steel exposed to the elements needs some type of protection from the combined effects of humidity and pollutants. The more common, corrosion-resistant alternatives include: galvanizing, epoxy coating, or a blend of metals to create a corrosion-resistant alloy.
Galvanizing
Galvanizing steel is the process of applying a layer of zinc to the face of the steel plate or sheet. Methods of application include an electrostatic process and dipping the metal into hot-dipped (heat-liquified) zinc. The electrostatic method is commonly utilized on sheet goods and the hot-dipped method is used for fabricated plate steel members. With the hot-dipped method, galvanizing should occur after the steel has been fabricated to allow for a continuous layer of zinc. The problem with fabricated galvanized sheet metal products is the steel sheets are galvanized while in large sheets and then rolled and sold. The final fabricator will then cut, punch, and bend the sections, leaving the bends and the cut edges without adequate protection from a continuous and consistent layer of zinc. At the cuts, bare metal will be exposed and at bends the coating may crack and flake off, also exposing bare metal. Fortunately, most manufacturers will subsequently hot-dip these fabricated sections in zinc to provide continuous protection, sometimes referred to as being “triple-dipped”. The difference in price between normal steel and galvanized steel products, is generally relative to the level of corrosion resistance with higher levels of protection being more expensive
Epoxy Coating
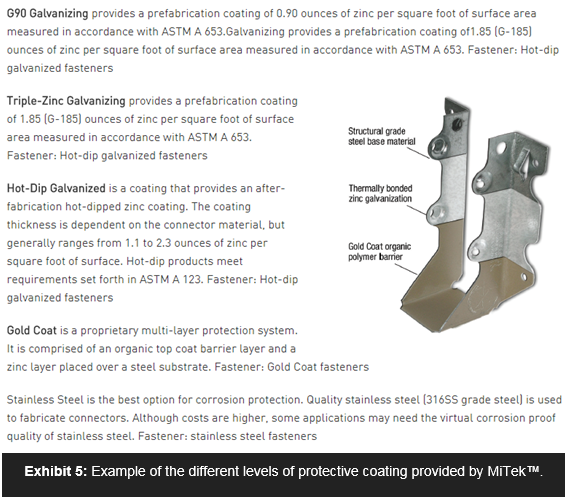
Although epoxy/polymer-coated steel is primarily found in commercial and industrial applications, some hardware manufacturers also provide products with a polymer coating for residential construction. For example, MiTek™ USP connectors provide an aluminum-rich, organic hybrid zinc-polymer layer of protection in addition to a G-90 galvanized layer on a variety of hardware types. Of course, these products are more costly than their hot-dipped, galvanized counterparts. But they are better suited for environments with higher corrosive conditions.
Alloys
Metal alloys are a blend of metals which work together to provide a corrosion-resistant material. They are stronger than base metals and can be adjusted to meet the needs of the specific environment. Two common alloys are stainless steel and COR-TEN steel. Stainless steel components at low-alloy grades can resist corrosion in atmospheric and pure water environments, while high-alloy grade connectors (typically specified for use in industrial facilities) can resist corrosion in most acids, alkaline solutions, and chlorine bearing environments. Although the initial cost of stainless steel components and fasteners often exceeds that of hot-dipped, galvanized products, the durability of stainless components can be more affordable ultimately due to the minimal amount of maintenance needed and the decreased probability of failed components.
Another alloy developed many years ago is a steel alloy called COR-TEN or weathering steel. The exposed outer layer of the steel alloy is allowed to oxidize or rust, building up a protective coating. This steel alloy is most commonly used in the fabrication of tall, electrical, power distribution poles (often observed as having a dull brown finish), and is generally not seen in connectors or fasteners used in residential construction.
So, What is to Blame?
As to where the blame lies, there is no one source. While corrosion-resistant alternatives exist, the higher level of protection comes at an increased cost. Although builders may understand the value of this, it is not uncommon that this detail is accidentally or otherwise left out of the general contractor bidding process or by the trade subcontractor during the purchasing stages of the project. Proper specification of materials and on-site verification of components during their installation by an independent third-party provider can be critical.
Another significant problem is the determination of when to be suspect of the local airborne chloride levels or building material that may contain naturally occurring salts, especially when the site is some distance from coastlines. One solution for this is the knowledge that comes from training and testing. Testing for salt can be performed in a laboratory or in the field using an electrical conductivity method. Establishing the upper limits of salt content would need to be established since obtaining completely salt-free soils, aggregate, and water may be difficult in many areas of the country. If salt contamination is identified and cannot be prevented, then the designers will need to specify products that will not allow corrosion for the determined material in question.
A third consideration lies with products that are altered (e.g., welded) in the field or are manipulated beyond manufacturer specifications (e.g., overbent straps) which can create voids and flaking in the galvanized coating. This may need to be addressed by field-treating these areas in a manner sought from and approved by the manufacturers. Once again, third-party field verification of component installation would aid in minimizing any untreated products being concealed.
To reduce the potential for corrosion, normal-weight aggregates (including sand) should meet the requirements of ASTM C 33 or AASHTO M 6/M 80. In the U.S., these specifications limit the permissible amounts of deleterious substances and provide requirements for aggregate characteristics.
Conclusion
There are a number of factors that cause metals to corrode. With the massive claims that builders in coastal regions are facing, it is crucial that builders take the time to identify the level of metal corrosion protection that best suits their circumstance. This will need to be addressed based on the knowledge of the Project Design professional and the experience of the general contractors and their subcontractors and should be consciously-calculated into the cost. Once a problem is locally identified, reasonable test methods should be available to ascertain the level of risk from identified conditions to allow appropriate material or method solutions. Designers should consider environmental and site conditions when selecting the appropriate metal coating. Quality assurance inspectors shall have verified that the specified connector is installed per manufacturer and designer recommendations and that the metal finish is not damaged. Additionally, building owners should periodically evaluate the conditions of the metal connectors and repair or replace corroded specimens at the direction of a qualified engineer.
In addition to any mandated special inspections, a prudent option to assist in minimizing potential defects and the litigation that follows is to utilize an independent source of installation verification. A good place to start mitigating risk is before you start construction. A Technical Plan ReviewTM of your construction documents for recurring “hot spots,” constructability and performance issues is a highly recommended first step. Quality Built’s Technical Plan Review can provide you with a comprehensive analysis; looking for errors, completeness of specifications, conflicting and or missing details and much more. Another effective solution to these issues is to create a checkpoint-based and documented quality assurance program, utilizing both internal and independent sources of verification, with options such as a Material and Product Inventory and customizable checklists. Quality Built has been an industry leader in providing Quality Assurance consultations and inspections to many of the leading companies in the construction industry for over two decades. We use our proprietary, data-driven and customizable checkpoint systems based on code, manufacturer and industry standards guidelines, as well as “best practice” checkpoints based on analysis of litigation findings to assist clients in minimizing their risk exposure. Quality Built can provide this invaluable resource to our clients to create their own customized internal QA program utilizing our proprietary QB Builder Link® app (available for IOS and Android). Through the Quality Built program, builders are able to benefit from various online reports that detail the conditions observed, anomaly (Open Item) closure rate, photo documentation of correct conditions, a monthly “top ten” defective conditions list and much more.
About the Authors
Kevin Barnes has been a Florida Registered Architect since 1985. He has performed thousands of inspections, including forensic investigations, remediation, risk assessments, and quality control inspections for both commercial and residential projects. Kevin is an expert witness for construction components, specializing in exterior and interior investigations for litigation regarding proper installation of sealant and waterproofing components.
You can reach Kevin at: [email protected]
Jorge Ibacache is a Professional Engineer, General Contractor, and Certified Building Inspector. He has performed thousands of structural inspections while providing plan reviews, code enforcement, and building department services for multiple jurisdictions. Jorge has an in-depth knowledge of building codes, design standards, and local ordinances.
You can reach Jorge at [email protected]
Remi Kern is highly skilled and accredited in the construction industry. He has been an International Code Council Certified Plans Examiner, Building Inspector, Residential Plumbing and Mechanical Inspector for over ten years. Additionally, he has been a MICRO Certified Mold Remediation Inspector since 2011. Remi is a well-rounded professional, with practical work experience in multiple trades since the late 1980s. He currently performs QB Risk Assessment site consultations nationally and has been with Quality Built in various capacities since 2005. Remi is an effective communicator and strives to provide superior service to our clients.
You can reach Remi at [email protected]
References:
- Corrosion: The Low Cost of High Maintenance - NACE International and ASM International Congressional Briefing - May 31, 2012
- Corrosion Doctors: Pierre R. Roberge, PhD, P.Eng. FNACE - Online Course https://corrosion-doctors.org/Corrosion-Atmospheric/Factors-atmospheric.htm
- Simpson Strong-Tie Structural Engineering Blog - http://seblog.strongtie.com/2017/05/specify-stainless-steel-screw-anchors-designing-corrosive-environments/
- Jamm Aquino – Photographer - http://www.staradvertiser.com/2016/10/14/breaking-news/city-cites-ala-moana-center-for-rusted-railings-after-fatal-fall/
- MiTek™ USP Connectors - Corrosion Protection http://www.uspconnectors.com/us/products/corrosion-protection
- Design and Control of Concrete Mixtures - EB001 Chapter 5 Aggregates for Concrete.
- The Stainless Steel Information Center http://www.ssina.com/overview/features.html